

——国内率先获批的电镀废水零排放园区

中德金属生态城是总理李克强与德国前总理默克尔共同签署的中德双边经贸、投资等15个合作项目之一,该项目位于“中国五金基地市”广东省揭阳市,是我国获批的零排放电镀园区。是中德合作的重要平台和传统优势产业集聚集约发展、推进清洁生产及循环经济的示范区。
该项目设计处理量为5000吨/天,由于中德金属生态城是国内进行电镀废水零排放的园区,在设计时没有太多可借鉴的经验,采用的是传统“物化+生化(A²/O+MBR)+多级多段卷式反渗透膜|纳滤膜+蒸发”的工艺,在实际运行过程中产能与零排放设计产能差距较大,系统整体运维成本偏高,制约着园区的绿色可持续发展,园区相关负责人一直在多方寻找稳定可靠的零排放改造方案。
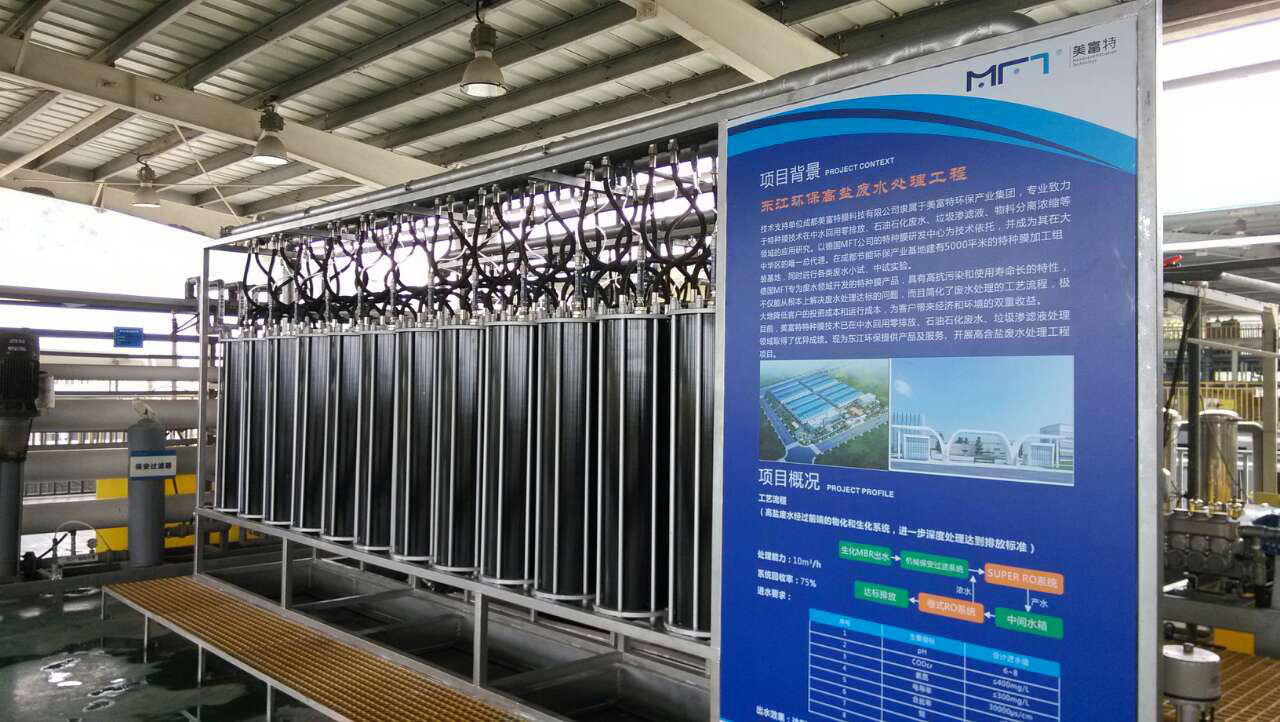
美富特在园区进行了多次调研实验与分析论证,基于20余年的污水治理技术研发应用经验,提出了经济可靠的解决方案,双方达成合作。针对性改进了物化、生化工段配置,保障预处理的稳定性,同时以美富特污水处理专用特种膜产品大通量平板膜DMBR、SUPER DT-RO高抗污染DTRO膜替代原有膜产品,特种膜区别于传统膜的应用领域,具有高通量、高抗污染、高倍浓缩的特性,其应用缩短了膜系统的浓缩流程,提高了整个系统运行的稳定性,同时使浓缩液量较改造前减少了25%以上,极大降低了项目运维成本。
进水水质指标
废水类型 | 水量 | pH | 电导率 | Ni | Zn | Cu | Cr | Cr6+ |
m³/d | 无量纲 | μS/cm | mg/L | mg/L | mg/L | mg/L | mg/L | |
含镍废水 | 400 | 3~6 | ≤7500 | ≤1443 | ≤26 | ≤10 | ≤18 | ≤2.0 |
含铬废水 | 480 | 3~6 | ≤4600 | ≤110 | ≤267 | ≤10 | ≤840 | 控制总铬 |
含锌废水 | 250 | 4~12 | ≤13200 | ≤10 | ≤500 | ≤10 | ≤10 | ≤2.0 |
含氰废水 | 80 | 8~11.2 | ≤6200 | ≤12 | ≤40 | ≤783 | ≤10 | ≤2.0 |
前处理废水 | 505 | 2~11 | ≤12000 | ≤15 | ≤456 | ≤10 | ≤10 | ≤2.0 |
综合废水 | 185 | 2.0~10 | ≤6000 | ≤17 | ≤36 | ≤1000 | ≤10 | ≤2.0 |
络合废水 | 70 | 2.2~8 | ≤5000 | ≤50 | ≤50 | ≤200 | ≤10 | ≤2.0 |
混排废水 | 30 | 4~10 | ≤8000 | ≤100 | ≤50 | ≤100 | ≤100 | 控制总铬 |
出水水质指标
回用水标准 | |||
序号 | 检测项目 | 计量单位 | 标准 |
1 | 电导率 | μs/cm | ≤100 |
2 | PH | 无量纲 | 6-7.5 |
3 | 六价铬 | mg/L | 0.2 |
4 | 铬 | mg/L | 0.2 |
5 | 镍 | mg/L | 0.1 |
6 | 锌 | mg/L | 0.3 |
7 | 铜 | mg/L | 0.1 |
8 | 氰化物 | mg/L | 无检出 |
1、特种碟管反渗透膜SUPER DT-RO
序号 | 项目 | 技术参数 | 备注 |
1 | 设备数量 | 2套 |
|
2 | 回收率 | 65% |
|
3 | 控制方式 | 全自动运行 |
|
4 | DTRO膜组件 |
| |
5 | 型号 | SPDT-RO-0916 |
|
6 | DTRO单支膜面积 | 9.52 ㎡ |
|
7 | DTRO膜元件数量 | 80支/套,共2套 |
|
8 | DTRO膜元件总数量 | 160支 |
|
2、特种超滤膜大通量平板膜DMBR
序号 | 项目 | 技术参数 | 备注 |
1 | 设计处理量 | 52.1 m³/h | 2000m³/d |
2 | 膜组件 |
| |
3 | 型号 | MFT-DMBR1.5 |
|
4 | 结构型式 | 大通量平板膜DMBR |
|
5 | 膜材质 | PVDF |
|
6 | 膜箱数量 | 16箱,8箱/套,共2套 | 并联运行 |


——全国率先落地的制药废水废水零排放项目
该中水回用零排放是目前亚洲特种膜应用规模前列的中水回用零排放项目。制药企业是国内的抗生素生产企业之一。该项目针对高浓度高含盐制药废水,主要为青霉素制药废水、制水系统浓水、循环水排水和生化出水进行中水回用零排放处理。
项目建成通水于2012年,采用卷式反渗透膜+DTRO膜产品,实现制药废水的中水回用零排放,废水经处理后回用到生产段,没有污水排放,该项目的建成不仅为企业解决了制药废水处理的难题,更是开创了当时国内制药废水零排放的先河,成为行业绿色可持续发展的标杆案例。
废水类型 | 设计规模 | 原水进水水质指标 | 出水水质指标 |
青霉素制药废水制水系统浓水、循环水排水和生化出水 | 系统设计总进水6300 m³/d,最终浓水仅为500m³/d,中水回用率达到92%以上 | 电导率14000μs/cm | 电导率500μs/cm |
总盐8000mg/L | 总盐 300mg/L | ||
总硬度(以CaCO3计)580mg/L | 总硬度200mg/L | ||
碱度333mg/L | 碱度 150mg/L | ||
COD 260mg/L | COD 50mg/L | ||
氯离子3200 mg/L | 氯离子100 mg/L |
该项目于2014年12月调试完成,正常运行,处理总量达6300t/d,整套处理工艺采用卷式RO+SUPER RO+蒸发,其中SUPER RO膜元件使用量达400多支。
1、特种卷式RO膜(高抗污染卷式反渗透膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):225(1.5)
测试液浓度NaCl(ppm):2.000
稳定脱盐率:99.6%
2、特种碟管式SUPER RO膜(DTRO膜)
设计回收率:75%
单支膜面积:9.5㎡/支,压力等级:90bar
膜数量:约400余支


该项目是当地印染废水治理领域的重难点项目,采用BOT商业合作模式,由美富特投资建设一整套印染废水中水回用系统,并负责系统运营,生产出的再生回用水由业主生产回用。项目运行后,处理量达12000吨/天,产水达7200吨/天。进水电导率≤16000、COD≤200,甲方公司要求出水电导率≤3000、COD≤20,而实际上,经过美富特公司污水处理系统处理,COD不但低于20,电导率更是低于1000,已远远高于合同所要求的出水标准。
设计进水水质
COD | 色度 | SS | 电导率 | 总硬度 以碳酸钙计 | 浊度 | pH值 |
mg/L | mg/L | mg/L | μs/cm | mg/L | NTU | 无量纲 |
≤200 | ≤60 | ≤100 | ≤16000 | ≤100 | ≤50 | 6.5~8.5 |
设计产水水质指标
pH | COD | 色度 | SS | 电导率 |
无量纲 | mg/L | mg/L | mg/L | μs/cm |
6.5~8.5 | ≤20 | ≤5 | ≤5 | ≤3000 |
1、特种卷式RO膜(高抗污染卷式反渗透膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):225(1.5)
测试液浓度NaCl(ppm):2.000
稳定脱盐率:99.6%
2、特种卷式NF膜(常压纳滤膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):100(6.9)
测试液浓度NaCl(ppm):2.000
稳定脱盐率:98%



——化工园区废水零排放及资源化项目
宁夏平罗工业园区精细化工基地,是新型化工材料和精细专用化学品的产业集中园区,入驻企业百余家,承载着为周边汽车与航空、电子信息、绿色环保等产业提供新材料支持,进而辐射区域乃至全国工业发展的重任。由于化工生产用排水量较大,而当地水资源匮乏,加之黄河流域生态环境保护责任重大,当地政府按照水资源管理“三条红线”制度和“以水定产”方针,通过水权转换,分配1400.7万m³水量用于基地生产,园区内企业用水仍存在较大缺额,制约着园区的可持续发展。为解决水资源短缺困境,园区领导积极探寻污水资源化利用的解决方案,拟采用传统零排工艺,规划建设处理水量10000m³/d的再生水厂,多方比选下,美富特“MFT-MORE工业废水零排放及分盐资源化工艺”脱颖而出。
本工程中水系统进水为园区污水处理厂达标出水,设计进水水质结合污水处理厂地表准四类排放标准以及《污水综合排放标准》(GB 8978-1996)、《污水排入城镇下水道水质标准》(GB/T 31962-2015)等其他具体指标排放限值确定。具体如下表所示:
序号 | 指标(mg/L) | 中水进水水质标准 |
1 | pH | 6-9 |
2 | 色度 | 30.0 |
3 | 浊度 | - |
4 | SS | 10.0 |
5 | BOD5 | 6.0 |
6 | COD | 30.0 |
7 | NH4-N | 1.5(3) |
8 | TN | 15.0 |
9 | TP | 0.3 |
10 | 表面活性剂 | 0.5 |
11 | 动植物油 | 1.0 |
12 | 石油类 | 1.0 |
13 | 粪大肠菌群(个/L) | 1000 |
14 | 总硬度 | 250 |
15 | 总碱度 | 200 |
16 | 溶解性总固体 | 2000 |
17 | 铁 | 10 |
18 | 锰 | 5 |
19 | 氯离子 | 600 |
20 | 硫酸根 | 600 |
本项目中水主要回用对象为工业用水、城市杂用(部分)、环境用水。因此,对《城市污水再生利用 绿地灌溉水质》(GB/T25499-2010)、《城市污水再生利用 城市杂用水水质》(GB/T18920-2002)、《城市污水再生利用 景观环境用水水质》(GB/T18921-2019)、《城市污水再生利用 工业用水水质》(GB/T19923-2005)四项水质标准进行分析,分别取最为严格的指标,最终得出中水出水水质指标,具体水质要求见下表:
序号 | 指标(mg/L) | 中水出水标准 |
1 | pH | 6-9 |
2 | 色度 | 15.0 |
3 | 浊度 | 5.0 |
4 | SS | 10.0 |
5 | BOD5 | 6.0 |
6 | COD | 30.0 |
7 | TN | 10.0 |
8 | TP | 0.3 |
9 | 总硬度 | 250 |
10 | 总碱度 | 200 |
11 | 溶解性总固体 | 1000 |
12 | 氯离子 | 250 |
13 | 硫酸根 | 250 |
参照现行的国家有关标准,结合拟资源化利用的结晶盐市场需求去向,资源化回收的氯化钠和硫酸钠产品质量应满足如下最低控制指标要求。
无水硫酸钠品质量符合T/CCT001-2019 相关要求
氯化钠产品质量符合T/CCT002-2019 相关要求
MFT-MORE工艺采用“预处理+多级特种膜浓缩+MVR蒸发”,其中膜浓缩系统分为SUPER DT-RO特种高压反渗透膜和SUPER DT-NF特种高压纳滤膜系统。
1、SUPER DT-RO特种高压反渗透膜
Ⅰ-碟管式RO系统
设计回收率:90%
单支膜面积:15㎡/支,压力等级:30bar
膜数量:240支/套,共4套,合计960支
Ⅱ-碟管式RO系统
设计回收率:75%
单支膜面积:15㎡/支,压力等级:90bar
膜数量:130支/套,共2套,合计260支
Ⅳ-碟管式RO系统
设计回收率:70%
单支膜面积:9.5㎡/支,压力等级:160bar
膜数量:40支/套,共2套,合计80支
2、SUPER DT-NF特种高压纳滤
Ⅲ-碟管式NF系统
设计回收率:71%
单支膜面积:9.5㎡/支,压力等级:160bar
膜数量:34支/套,共2套,合计68支
来水通过高压反渗透膜极致浓缩后,浓水进入特种高压纳滤膜系统分盐,分盐后极少量的浓盐水通过MVR蒸发得到高品质工业级氯化钠(T/CCT002-2019)和硫酸钠(T/CCT001-2019),特种膜系统的总回收率高达98.6%,出水高于再生水利用标准,用于园区生产用水,同时还可作为景观绿化、城市杂用回用水,每天产生的杂盐量仅为较传统零排工艺减少了近95%左右,每年节约杂盐处置费用数千万元,同时高品质的工业盐还可创造数百万元经济价值。

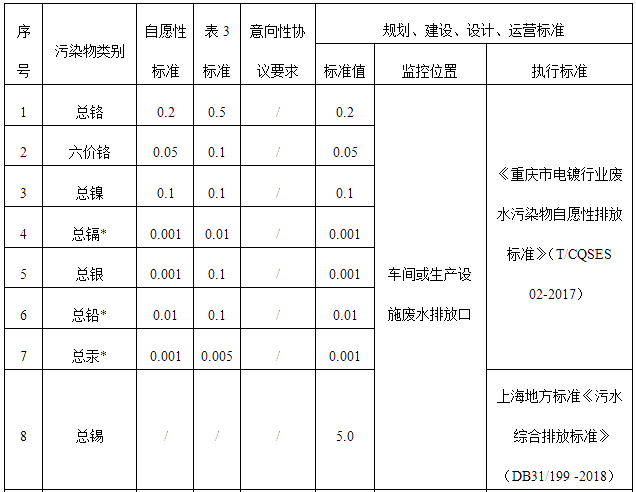
——执行电镀行业严格的排放标准
重庆表面处理中心电镀废水零排放环保项目是我国西南地区电镀废水零排放项目,执行国内严格的电镀行业废水污染物排放标准,废水处理规模为3000吨/天,全部实现资源化回用。美富特针对园区废水成分复杂、水质水量波动大、重金属等污染物浓度高、可生化性差等特点,以“分类收集、分质处理”为原则,采用的“MFT-MORE零排放及资源化工艺包”,可稳定高效实现园区电镀废水零排放及有价物质的回收资源化,极大降低园区环境风险。
设计进水指标参数:
废水类型 | COD | Cr | Zn | Cu | Ni | 电导率 |
mg/L | mg/L | mg/L | mg/L | mg/L | μs/cm | |
含铬废水 | ≤80 | / | ≤16 | ≤32 | / | ≤2569 |
混排废水 | ≤280 | ≤1.4 | ≤50 | ≤200 | ≤50 | ≤12436 |
含镍废水 | ≤122 | / | ≤6 | ≤7 | ≤28 | ≤7357 |
含氰废水 | ≤300 | / | / | ≤320 | / | ≤9906 |
络合/综合废水 | ≤128 | / | ≤27 | ≤185 | / | ≤3735 |
混排废水 | ≤47 | / | ≤21 | ≤13 | / | ≤5116 |
设计出水指标参数:
膜产水 含铬废水、含镍废水、含氰废水、混排废水、综合废水/络合废水膜系统产水执行《重庆市电镀行业废水污染物自愿性排放标准》(T/CQSES02-2017)
采用以特种膜为核心的多级多段膜浓缩系统,共使用特种膜近1500支。
1、特种管式超滤膜
数量:近100支
设计产水率:≥95%
主要作用:COD 和 BOD 的浓缩及去除及悬浮物进一步去除
2、特种卷式纳滤膜
数量:300支
脱盐率≥ 99.0%
主要作用:杂盐的分盐浓缩及重金属去除
3、特种卷式反渗透膜
数量:近1100支
系统脱盐率:一级≥98.5%,二级≥99%,浓液 RO 膜脱除率≥99.5%
主要作用:重金属污染因子浓缩及去除,浓水进入蒸发系统彻底浓缩干燥出杂盐及产水回用

该项目危废液主要包括酸碱废液、含铜废液、含镍废水、含铬废液、含氰废液以及填埋场产生的渗滤液等,原废水经物化预处理后的废水进入调节池调节水质后,依次进入厌氧池、缺氧池和好氧池,降解废水中的有机污染物,而后废水经MBR池去除大部分污泥,污水经过超滤、卷式反渗透,反渗透的清水流入清水池。因卷式反渗透运行过程中污堵严重,难以正常运行,也无法达到地表水(GB3838-2002)标准,需要对反渗透系统进行改造。美富特采用特种反渗透膜对其废水进行现场中试实验,经过长期验证,最终选用以SUPER RO特种膜为主体的工艺进行改造。
废水类型 | 设计规模 | 原水进水水质指标 | 出水水质指标 |
危废废液生后废水 | 系统设计进水480m³/d; 设计总回收率≥75% | COD 400mg/L | COD≤20mg/L |
|
| 氨氮 300mg/L | BOD5≤4mg/L |
|
| 电导率30000μs/cm | NH3-N≤1.0mg/L |
1、特种卷式RO膜(高抗污染卷式反渗透膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):225(1.5)
测试液浓度NaCl(ppm):2.000
稳定脱盐率99.6%
2、特种膜碟管膜RO系统
设计回收率:70%
单支膜面积:9.5㎡/支,压力等级:160bar
3、特种碟管式NF膜系统
设计回收率:71%
单支膜面积:9.5㎡/支,压力等级:160bar


——中石油最高级别可研项目,行业第一个页岩压裂返排液达标治理项目
中国石化西南分公司正在实施开发的河坝气田,2007年投入试采,至目前天然气生产、地层水产生较稳定。该区块在开发的同时产生大量的采输气废水,水质特征含COD、石油类等污染因子,直接排放必然会对环境造成严重的污染。中石油油服公司与美富特共同合作,在2013年12月进行了为期15天的Super RO 膜系统处理气田废水中试试验,根据实验结果及项目现场已有条件,设计出了合理有效的特种膜污水处理工艺,后期项目实施及验收过程中,也得到了客户极高的评价。
废水类型 | 设计规模 | 原水进水水质指标 | 出水水质指标 |
气田地层采出水 | 系统设计进水250m³/d; 设计总回收率≥70% | COD 1000 mg/L | COD≤50mg/L |
Cl- 20000 mg/L | Cl-200 mg/L | ||
总油≤10 mg/L | 总油≤5 mg/L | ||
电导率30000μs/cm | 电导率≤700μs/cm |
1、特种卷式RO膜(高抗污染卷式反渗透膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):225(1.5)
测试液浓度NaCl(ppm):2.000
稳定脱盐率:99.6%
2、特种碟管式RO膜系统
设计回收率:70%
单支膜面积:9.5㎡/支,压力等级:160bar
3、特种碟管式NF膜系统
设计回收率:71%
单支膜面积:9.5㎡/支,压力等级:160bar


——获评“中国电镀示范园区”
该电镀基地是某省批准的定点环保工业基地之一,占地面积约47.28万平方米,规划建设标准厂房和生活配套设施约45万平方米,是国家、省"节能减排、清洁生产、环境管理“的电镀行业示范园区。该基地目前日废水处理量达12000吨,实现建设初期"集中治污、循环生产、保护环境”的设想。
美富特接手该项目后针对电镀废水成分复杂、金属含量大等情况采用超级反渗透与蒸发相结合工艺设计工程方案。从现在的运行状况看,美富特不仅保证了某电镀基地对出水水质的要求,更实现了中水回用零排放的高标准。
废水类型 | 设计规模 | 原水进水水质指标 | 出水水质指标 |
电镀废水 | 系统设计进水12000m³/d; 设计总回收率≥75% | PH 6-9 COD ≤500 mg/L 硬度≤ 300mg/L 电导率≤30000μs/cm 盐份≤1.5% SDI≤20 |
PH 6-9 COD≤60mg/L 电导率≤2000μs/cm |
1、特种卷式RO膜(高抗污染卷式反渗透膜元件)
有效膜面积:365(34)
进水格网:34(0.86)
回收率:15%
测试压力psi(Mpa):225(1.5)
测试液浓度NaCl(ppm):2.000
稳定脱盐率:99.6%
2、特种碟管式SUPER DT-RO
设计回收率:70%
单支膜面积:9.5㎡/支
压力等级:160bar

